



Добро пожаловать на покупку!
Наша компания обладает передовыми технологиями, превосходным оборудованием и сервисом высшего класса.

Z28-150 двухосевой резьбонакатный станок
Технические характеристики продукта Максимальное давление прокатки 180кН Длина Неограниченно Материал прокатки диапазон диаметров Радиальная подача | Φ6-50 мм Осевая подача | Φ6-42 мм Скорость вращения шпинделя 36476078(об/мин) Р...

ZA28-20 двухосевой резьбонакатный станок
Технические характеристики продукта Мотор прокатки 7.5кВт Гидравлический двигатель 1.75кВт Общий вес 1900кг Сила расклинивания 90Вт Угол наклона шпинделя ±8° Расстояние между центрами шпинделей 150-270мм Шаг заготовки 1-5мм Гидравл...

Z28-1600 двухосевой резьбонакатный станок
Технические характеристики продукта Максимальное давление прокатки 1500кН Диаметр прокатки диапазон Φ20-Φ200 мм Внешний ролик диаметр Φ310мм Диаметр внутреннего ролика Φ120мм Максимальная толщина ролик 200мм Центр шпинделя расстояние...
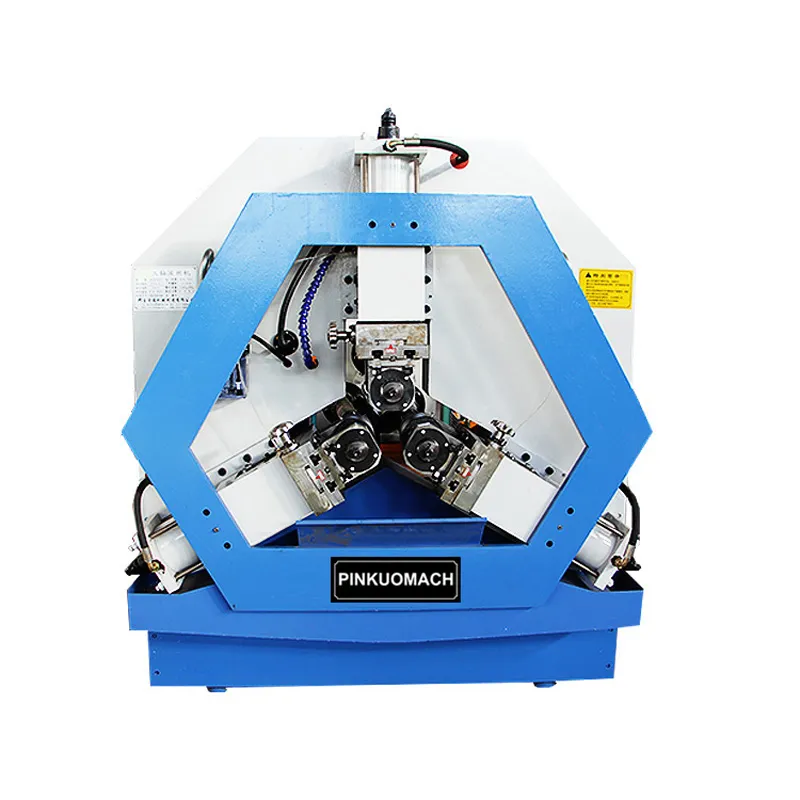
ZC28-6.3 трехосевой резьбонакатный станок
Технические характеристики продукта Максимальное давление прокатки 200кН Длина Неограниченно Максимальный диаметр прокатки Φ20-80 мм Толщина заготовки ≥ 2 мм Максимальный диаметр роликов Φ100-170 мм Гидравлическая мощнос...
Благодаря совершенной системе гарантии качества наша продукция получила высокую оценку пользователей как в стране, так и за рубежом, и экспортируется во все регионы и страны мира.

Автоматическая линия для накатки резьбы на шпильках
Видеоролик о товаре https://ecdn.cnyandex.com/rh9eof5/uploads/Линия-сборки-шнеков.mp4 Введение в продукт Автоматическая линия для накатки резьбы на шпильках – это новое оборудование, разработанное второй научно-исследовательской... 
Производственная линия для полых анкерных стоек
Видеоролик о товаре https://ecdn.cnyandex.com/rh9eof5/uploads/Линия-сборки-шнеков.mp4 Параметры оборудования ① Резьбонакатный станок модели Z28-500 Диапазон диаметров прокатки Радиальная подача Ф12-110мм Гидравлические моторы 5.5кВ... 
Конвейерная линия для горных анкерных стоек
Видеоролик о товаре https://ecdn.cnyandex.com/rh9eof5/uploads/Линия-сборки-шнеков.mp4 Введение в продукт Конвейерная линия для горных анкерных стоек – это новое оборудование, разработанное второй научно-исследовательской группой... Наши новости

07
06/2026Резьбонакатный станок для производства анкерных болтов — надёжное решение для серийного выпуска
содержание Почему накатка — единственный экономически оправданный способ для анкеров Что скрывает «производственная готовность» — и почему это решает 70 % проблем Сервис — не опция, а часть технологического процесса Выбор — это не компромисс, а расчёт Резьбонакатный станок для производства анкерных болтов — не просто станок. Это узкоспециализированный узел, определяющий выход, точность и рентабельность всей линии. Мы видели, как на одном заводе в Уральском регионе замена универсального токарного агрегата на резьбонакатный станок для производства анкерных болтов снизила цикл обработки одного болта с 82 до 4,3 секунды — без потери класса точности 6g и без снижения предела текучести стали. Почему накатка — единственный экономически оправданный способ для анкеров Анкерные болты работают в условиях динамических нагрузок, коррозионной агрессии и высоких требований к сцеплению с бетоном. Резьба здесь — не декор, а функциональный элемент. Токарная нарезка удаляет до 30 % металла, ослабляя стержень и создавая микротрещины на границе резьбы. Накатка же формирует резьбу методом пластического деформирования: волокна металла не разрываются — они перераспределяются, уплотняются и вытягиваются вдоль профиля. В результате — прирост прочности на растяжение до 15 %, повышение усталостной долговечности в 2,3 раза и стабильный шаг без допусков на «перекос». Но не любой резьбонакатный станок справится с анкерами. Стандартные модели Z28-200 или Z28-500 часто «плавают» при обработке заготовок длиной от 1200 мм и диаметром свыше М24. Проверено: на таких деталях возникает осевое биение более 0,12 мм — это приводит к браку при сборке в анкерные системы. Только трёхосевые решения типа ZC28-1000 или ZA28-63 обеспечивают жёсткую фиксацию заготовки по трём точкам и компенсируют прогиб даже при скорости подачи 18 м/мин. Что скрывает «производственная готовность» — и почему это решает 70 % проблем Мы не раз сталкивались с ситуацией: клиент покупает станок, а через три недели звонит — «не запускается линия». Причина? Отсутствие адаптации под реальные условия: несоответствие давления масла в гидросистеме (стандартно 12–16 МПа, но на российских предприятиях часто ниже 9 МПа), отклонение температуры охлаждающей жидкости, нестабильное напряжение сети. Компания ООО Синтай Пинько Торговля решает это на этапе проектирования: все её станки поставляются с расширенным диапазоном рабочих параметров — от 380 В ±15 % до 50 Гц ±2 Гц, с возможностью работы при -15 °C без предварительного прогрева. Ключевой момент — испытания. Каждый резьбонакатный станок для производства анкерных болтов проходит 72 часа непрерывной нагрузки на стенде с имитацией реальной партии: 10 000 циклов накатки болтов М20×1200 из стали 45Г2. Только после этого он получает паспорт с подписью инженера и печатью ISO 9001. Это не маркетинг — это условие, при котором станок сохраняет погрешность шага ≤ ±0,03 мм даже после 18 месяцев эксплуатации. Сервис — не опция, а часть технологического процесса Некоторые считают: «Главное — купить дешевле». Но реальная стоимость владения складывается из трёх частей: цена оборудования (35 %), простои при поломках (42 %), затраты на обучение персонала (23 %). На практике — если оператор не может за 20 минут заменить матрицу или откалибровать ролики, каждый час простоя стоит дороже, чем годовая гарантия. ООО Синтай Пинько Торговля закладывает сервис в конструкцию: все ключевые узлы — матрицы, ролики, направляющие — унифицированы между сериями ZC28 и ZA28; комплектующие есть в наличии на складах в Москве и Екатеринбурге; базовое обучение занимает 1,5 дня и включает работу с реальной партией анкеров М24 и М30. Мы сами проводили пусконаладку на заводе в Красноярске: от первого включения до выпуска первой сертифицированной партии прошло 38 часов — включая настройку под российские стандарты ГОСТ 24379.1-2012. Выбор — это не компромисс, а расчёт Резьбонакатный станок для производства анкерных болтов — это инвестиция в стабильность качества, а не просто в увеличение штучной производительности. Он окупается не за счёт «дешевизны», а за счёт отказа от брака, сокращения трудозатрат на контроль и повышения доверия заказчиков. Уже сегодня более 17 российских предприятий используют оборудование ООО Синтай Пинько Торговля для выпуска анкеров, применяемых в метростроении, горном деле и строительстве АЭС. Их общий вывод совпадает: «Станок не ломается. Он работает — и даёт то, что обещал в техническом задании». Если ваша задача — выпуск анкерных болтов с гарантированной геометрией, без переналадок между партиями и с контролируемой себестоимостью, то выбор очевиден. Не ищите «универсальный станок». Ищите резьбонакатный станок для производства анкерных болтов, спроектированный именно под эту задачу — с учётом российских условий, норм и требований к надёжности.

31
05/2026Резьбонакатный станок для арматуры строительного назначения — надёжное решение для быстрой нарезки
содержание Почему накатка, а не нарезка? Что проверять при выборе станка — 4 ключевых параметра Опыт эксплуатации: где скрываются подводные камни Резьбонакатный станок для арматуры строительного назначения — инвестиция, а не расход Резьбонакатный станок для арматуры строительного назначения — это не просто станок. Это узкоспециализированный узел, от которого зависит скорость монтажа каркасов, прочность стыков и срок службы всей конструкции. Мы не раз видели, как на крупных ЖБИ-заводах и стройплощадках срываются графики из-за ручной нарезки резьбы или использования универсальных токарных станков: брак до 18 %, перегрев стали, нестабильный шаг, отказы при испытании на вырыв. Реальное решение — не «ещё один станок», а технология холодной пластической деформации, встроенная в производственный поток. Почему накатка, а не нарезка? Накатка резьбы — это прессование профиля роликами без снятия стружки. Сталь не режется, а уплотняется. В результате: — Прочность резьбы возрастает на 20–30 % по сравнению с нарезанной; — Геометрия витка стабильна: допуск по шагу — ±0,05 мм, по диаметру — IT8; — Поверхность получается без микротрещин и следов резания — это критично для арматуры класса А500С и выше; — Производительность в 3–5 раз выше: один цикл — 6–8 секунд на стержень Ø12–40 мм. Некоторые считают, что накатка подходит только для мягкой стали. Это заблуждение. Современные станки с усиленными приводами и термообработанными инструментальными роликами уверенно обрабатывают арматуру с пределом текучести до 650 МПа — например, сталь марки 20Г2Ц или импортные аналоги. Что проверять при выборе станка — 4 ключевых параметра Перед покупкой резьбонакатного станка для арматуры строительного назначения мы всегда просим клиента ответить на четыре вопроса: Какой диапазон диаметров? Если основной объём — Ø16–25 мм, подойдёт ZC28-60. Для комбинированных задач (включая анкерные стойки Ø32–40 мм) нужен Z28-1600 с усилием захвата до 160 кН. Какой тип резьбы? Метрическая (М16–М40), коническая (G1/2–G2) или специальная — например, для шпилек с двумя шагами. У моделей серии ZA28 предусмотрена быстрая замена матриц без полной разборки. Как организован подвод заготовки? Ручная подача — для цехов малой мощности. Автоматический конвейер — обязательное условие при интеграции в линию по производству винтовых шпилек или горных анкеров. Есть ли сертификат ISO 9001 и протоколы испытаний? Не рекламный листок — а документ с печатью аккредитованной лаборатории. Только так можно проверить реальную повторяемость шага и отклонение от оси. Опыт эксплуатации: где скрываются подводные камни На трёх объектах в России и Казахстане мы фиксировали однотипные сбои: станки останавливались через 2–3 месяца работы. Причиной оказалась не неисправность, а нарушение режима. Конкретно — использование арматуры с нарушенной поверхностью: ржавчина, окалина, следы сварки. Даже тонкий слой оксида вызывает преждевременный износ роликов и «проскальзывание» при накатке. Решение простое: перед станком — обязательный участок очистки (щётки + пневмосдув). Это не опция — это технологическое требование. Второй частый случай — попытка накатывать резьбу на арматуре с некалиброванным диаметром. Например, стержень заявлен как Ø22 мм, но фактический диаметр — 21,7 мм. Накатка «на силу» даёт виток с недостаточной высотой профиля. Испытания на вырыв показывают снижение несущей способности на 35 %. Выход — контроль каждого прутка калибром или лазерным сканером перед подачей. Резьбонакатный станок для арматуры строительного назначения — инвестиция, а не расход Стоимость станка ZC28-1000 — около 4,2 млн рублей. Звучит внушительно. Но при расчёте TCO (общей стоимости владения) выясняется: — Экономия на электроэнергии — 65 % по сравнению с токарной обработкой; — Снижение трудозатрат — 2 оператора вместо 5; — Отсутствие отходов металла (стружка = 12–15 % массы при нарезке); — Срок службы основных узлов — не менее 10 лет при соблюдении регламента ТО. Компания ООО Синтай Пинько Торговля проектирует оборудование с учётом этих цифр. Все станки проходят 72-часовые нагрузочные испытания на стенде, соответствуют ГОСТ 32499-2013 и ISO 68-1. Продукция имеет статус «Фирменное изделие провинции Хэбэй» — это не маркетинг, а подтверждённая независимыми проверками надёжность. Сервисная поддержка включает выезд инженера на пусконаладку, обучение персонала на русском языке и гарантию 24 месяца. Резьбонакатный станок для арматуры строительного назначения — это не этап производства. Это точка, где металл превращается в гарантированную несущую способность. Выбор здесь — не технический, а стратегический.

27
05/2026Отзыв европейского клиента: высокоточный резьбонакатной станок соответствует строгим отраслевым стандартам
Недавно клиент с рынка Восточной Европы поделился своим опытом эксплуатации автоматического резьбонакатного станка, приобретенного у нашей компании. Данный клиент специализируется на производстве промышленного крепежа и высокопрочных болтов, поддерживая строгие требования к качеству продукции для обеспечения ее соответствия актуальным стандартам европейского рынка. Клиент отметил, что после оценки предложений от множества поставщиков окончательный выбор был сделан в пользу нашего резьбонакатного станка. После доставки оборудования на производственную площадку качество его исполнения и конфигурация превзошли ожидания заказчика; в частности, гидравлическая система и шпиндель продемонстрировали исключительную стабильность в работе. В процессе реального производства станок обеспечил выдающиеся результаты накатки резьбы. Обработанная резьба отличалась гладкой поверхностью, равномерным профилем и неизменно точным соблюдением допусков по размерам, полностью удовлетворяя строгим стандартам контроля качества, принятым у клиента. Заказчик особо выделил высокую адаптивность оборудования к различным маркам стали, отметив, что станок способен формировать высококачественную резьбу независимо от того, используется ли в качестве материала стандартная углеродистая сталь или высокопрочный сплав. Кроме того, на клиента произвела сильное впечатление эргономичность и удобство конструкции станка. Кнопки управления расположены логично, а процесс эксплуатации интуитивно понятен и прост в освоении, что позволяет даже новым сотрудникам быстро научиться работать с оборудованием. По сравнению с традиционными станками, эта новая модель резьбонакатного оборудования позволила существенно снизить сложность рабочих операций для операторов, одновременно значительно повысив общую эффективность производства. Клиент заявил, что благодаря стабильно высокому качеству обработки, обеспечиваемому станком, компании удалось успешно получить дополнительные заказы от зарубежных партнеров; в связи с этим планируется приобретение новых моделей оборудования для дальнейшего расширения производственных мощностей предприятия.





